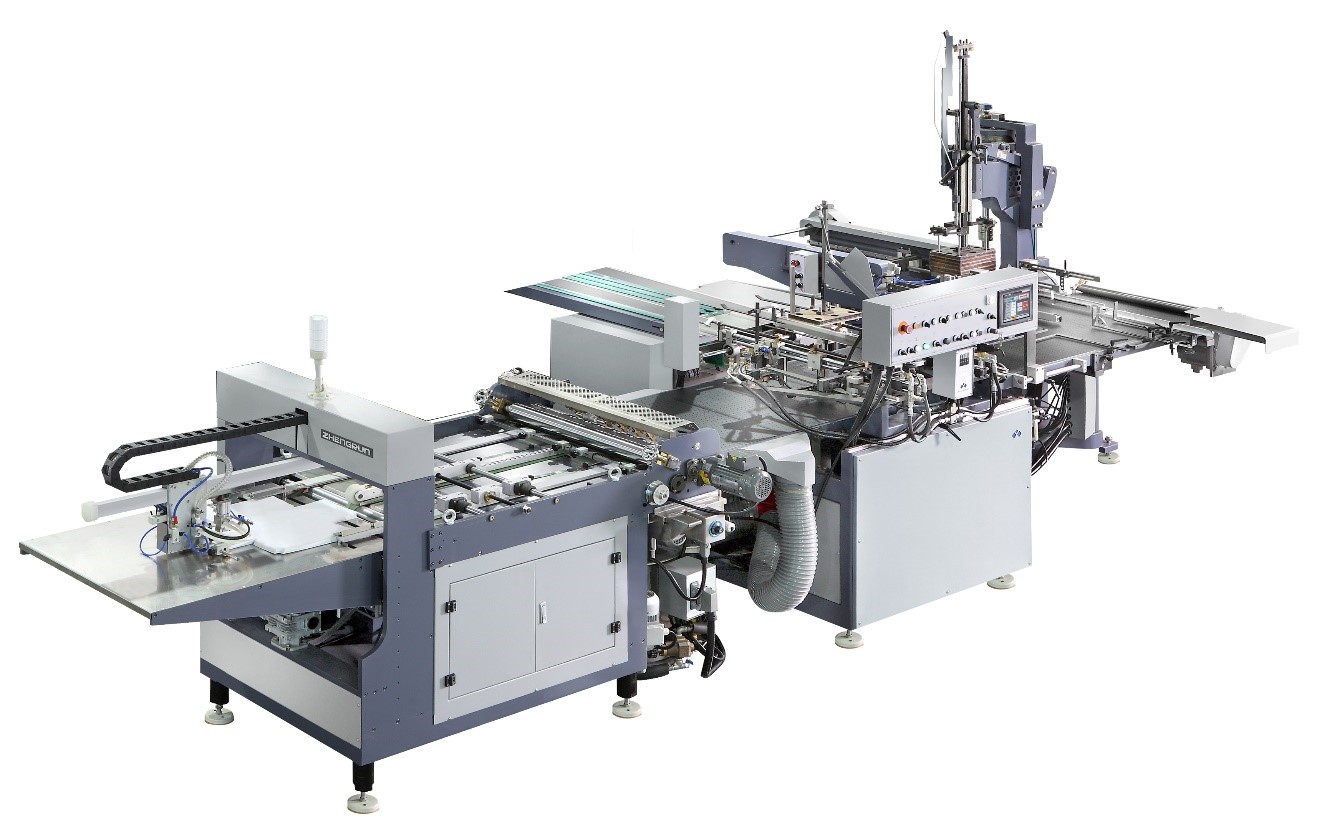



RB420B Автоматик каты тартма ясаучы
| RB420B Автоматик каты тартма җитештерүче | |||
| 1 | Кәгазь зурлыгы (А × В) | Амин | 100 мм |
| Амакс | 580 мм | ||
| Бмин | 200 мм | ||
| Bmax | 800 мм | ||
| 2 | Кәгазь калынлыгы | 100-200г / м2 | |
| 3 | Картон калынлыгы (Т) | 0,8 ~ 3 мм | |
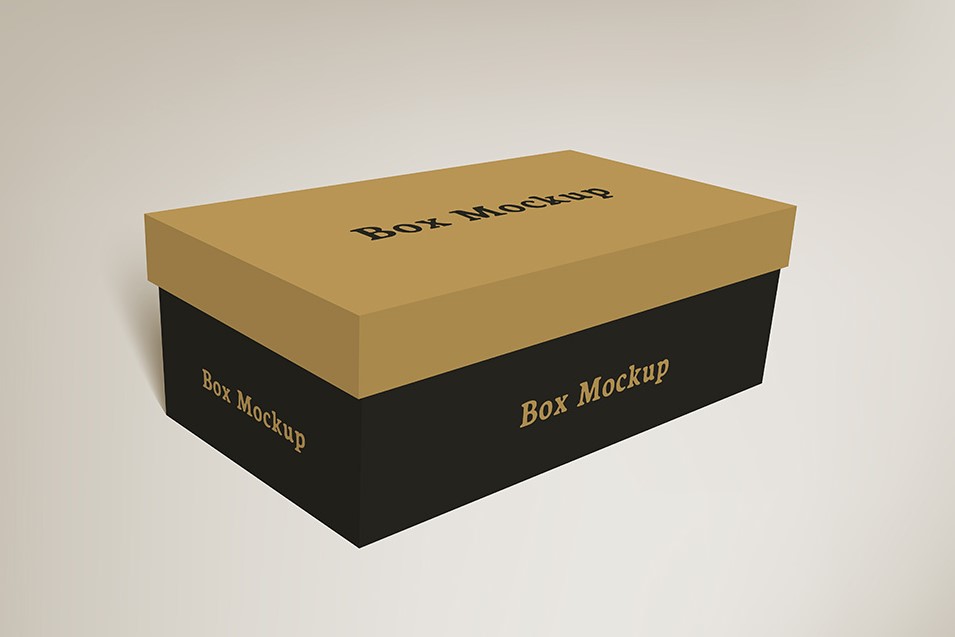
| 4 | Тәмамланган продукт (тартма) зурлыгы(L × W × H) | L × W Мин | 100 × 50 мм |
| L × W Макс | 420 × 320 мм | ||
| Н Мин. | 12 | ||
| Н Макс. | 120 мм | ||
| 5 | Капланган кәгазь зурлыгы (R) | Рмин | 10 мм |
| Rmax | 35 мм | ||
| 6 | Төгәллек | ± 0.50 мм | |
| 7 | Производство тизлеге | ≦ 28 таблица / мин | |
| 8 | Мотор көче | 8kw / 380v 3 фаза | |
| 9 | Aterылыткыч көче | 6kw | |
| 10 | Airава белән тәэмин итү | 10L / мин 0,6Мпа | |
| 11 | Машина авырлыгы | 2900 кг | |
| 12 | Машина үлчәме | L7000 × W4100 × H2500mm | |
1. Рамкаларның максималь һәм мини зурлыклары кәгазьнеке һәм кәгазь сыйфаты белән бәйле.
2. Производство куәте минутына 28 тартма. Ләкин машинаның тизлеге сандыкларның зурлыгына бәйле.
3. Без һава компрессоры белән тәэмин итмибез.
Параметрлар арасындагы бәйләнеш:
W + 2H-4T≤C (Макс) L + 2H-4T≤D (Макс)
А (мин) ≤W + 2H + 2T + 2R≤A (Макс) В (мин) ≤L + 2H + 2T + 2R≤B (Макс)

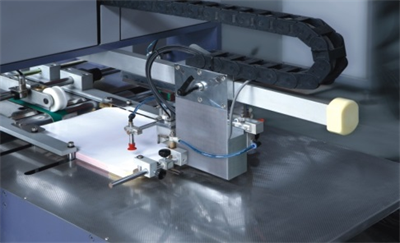
1. Бу машинадагы ашатучы пневматик контрольдә тотыла, һәм аның структурасы гади һәм акыллы.
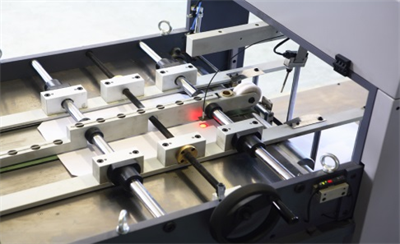
2. Стакер белән туклану өстәле арасындагы киңлек үзәктә тупланган. Толерантлыксыз операция бик җиңел.

3. Яңа эшләнгән бакыр скрепер ролик белән тагын да тыгызрак хезмәттәшлек итә, кәгазь әйләнешеннән эффектив. Theәм бакыр кыргыч тагын да ныграк.

4. Импортланган УЗИ икеләтә кәгазь сынагычны кабул итегез, гади операциядә, ул берьюлы ике кисәк кәгазьне машинага кертмәсен өчен.

5. Кайнар эретүче клей өчен автоматик әйләнеш, катнашу һәм ябыштыру системасы. (Ихтимал җайланма: клей ябышлыгы счетчик)

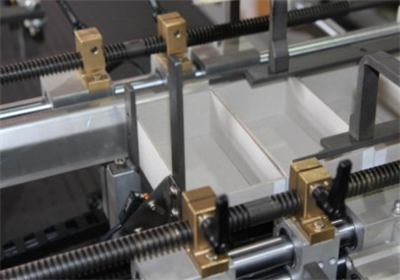
6. Кайнар эретүче кәгазь тасма автоматик рәвештә җибәрү, кисү һәм картонның эчке тартмасының дүрт стенасын (дүрт почмак) ябыштыру.

7. Конвейер каешы астындагы вакуум сорау фанаты кәгазьне читкә тайпылырга мөмкин.
8. Кәгазь һәм картон эчке тартмада гидротехник төзәтүче җайланма дөрес кулланыла.
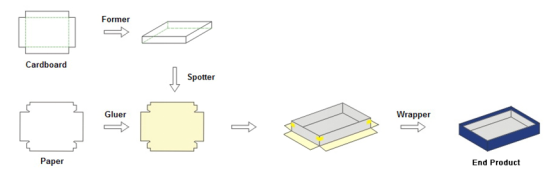
9. Орган өзлексез төрергә, колакларны һәм кәгазь якларны бөкләргә һәм бер процесста формалашырга мөмкин.

10. Бөтен машина PLC, фотоэлектрик күзәтү системасы һәм HMI куллана, бер процесста автоматик рәвештә тартмалар формалаштыру өчен.

11. Бу проблемаларга һәм сигнализациягә автоматик рәвештә диагноз куя ала.